Di dieu, pabrik lapis Cina ngingetan yén nalika mésér lapis, penting pisan pikeun milarian produsén sumber pikeun pilihan anu langkung profésional, aman, sareng ekonomis.
Naon lapis
Lapismangrupa salah sahiji produk panel basis kai paling serbaguna sarta dipikawanoh lega direkayasa dipaké di sakuliah rupa proyék konstruksi di sakuliah dunya. Éta dijieun ku résin mengikat jeung cadar veneer kai pikeun ngabentuk bahan komposit dijual di panels. Ilaharna, fitur plywood nyanghareupan veneers kelas luhur batan veneers inti. Fungsi utama lapisan inti nyaéta pikeun ningkatkeun pamisahan antara lapisan luar dimana tegangan bending pangluhurna, ku kituna ningkatkeun daya tahan kana gaya bending. Hal ieu ngajadikeun triplek hiji pilihan alus teuing pikeun aplikasi merlukeun duanana kakuatan sarta kalenturan.

Bubuka pikeun prosés produksi
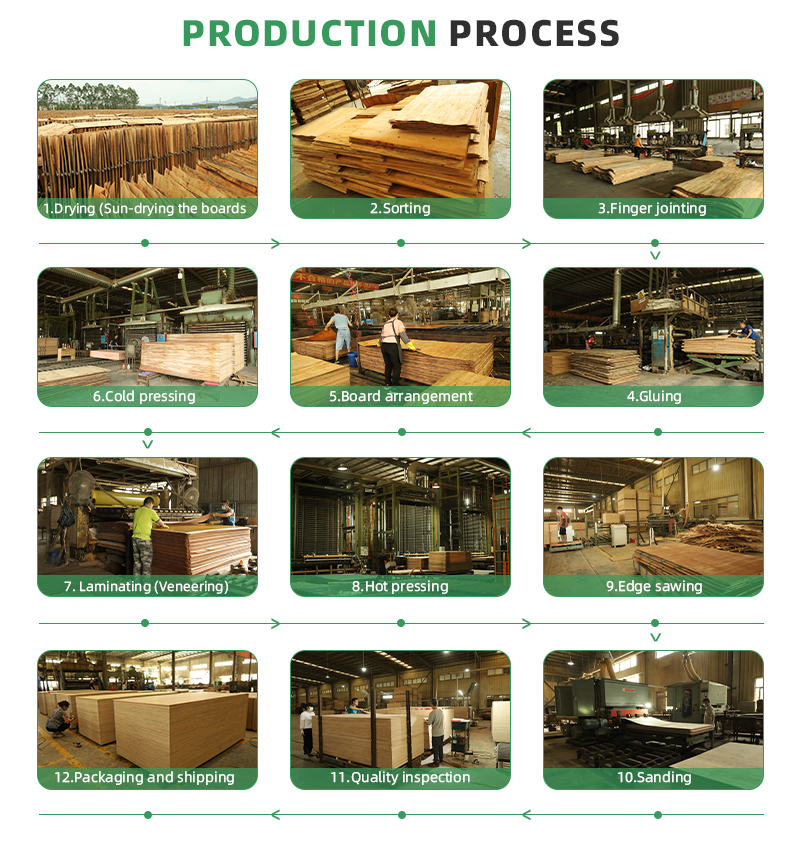
Lapis, ilahar disebut papan multi-lapisan, dewan veneer, atawa dewan inti, dijieun ku motong veneers tina bagéan log lajeng gluing tur panas mencét kana tilu atawa leuwih (jumlah ganjil) lapisan dewan. Prosés produksi triplek ngawengku:
Log motong, mesek, sareng nyiksikan; drying otomatis; splicing pinuh; Gluing na billet assembly; Mencét tiis sareng ngalereskeun; Panas mencét sareng curing; Sawing, scraping, sarta sanding; Tilu kali pressings, tilu kali perbaikan, tilu kali sawings, sarta tilu kali sandings; ngeusian; inspeksi produk rengse; Bungkusan jeung neundeun; Angkutan
Log motong sarta Peeling
Peeling teh link pangpentingna dina prosés produksi triplek, sarta kualitas veneer peeled bakal langsung mangaruhan kualitas triplek rengse. Log anu diaméterna langkung ti 7cm, sapertos kayu putih sareng rupa-rupa pinus, dipotong, dikupas, teras dipotong kana veneer kalayan ketebalan kirang ti 3mm. The veneers peeled gaduh uniformity ketebalan alus, teu rawan penetrasi lem, sarta mibanda pola radial geulis.
Garing otomatis
Prosés drying patali jeung wangun triplek. The veneers peeled kudu garing dina waktu pikeun mastikeun yén eusi Uap maranéhna ngahontal sarat produksi tina lapis. Sanggeus prosés drying otomatis, eusi Uap tina veneers ieu dikawasa handap 16%, warpage dewan leutik, teu gampang deform atanapi delaminate, sarta kinerja processing tina veneers téh alus teuing. Dibandingkeun jeung métode drying alam tradisional, prosés drying otomatis teu kapangaruhan ku cuaca, waktu drying pondok, kapasitas drying poean kuat, efisiensi drying leuwih luhur, laju leuwih gancang, sarta pangaruh leuwih hadé.
-Drying-Sun-drying-the-boards.jpg)
Splicing pinuh, Gluing, sarta Majelis Billet
Métode splicing sareng napel anu dianggo nangtukeun stabilitas sareng ramah lingkungan tina papan lapis, anu ogé mangrupikeun masalah anu paling prihatin pikeun konsumén. Métode splicing panganyarna dina industri nyaéta métode splicing pinuh jeung struktur splicing toothed. The veneers garing sarta peeled anu spliced kana sakabeh dewan badag pikeun mastikeun élastisitas alus tur kateguhan tina veneers. Sanggeus prosés gluing, veneers nu disusun dina pola crisscross nurutkeun arah sisikian kai pikeun ngabentuk billet a.

Pencét tiis sareng Perbaikan
Mencét tiis, ogé katelah pre-pencét, dianggo pikeun ngajantenkeun veneers dina dasarna saling, nyegah cacad sapertos pamindahan veneer sareng tumpukan papan inti nalika prosés gerak sareng penanganan, bari ogé ningkatkeun fluiditas lem pikeun mempermudah formasi pilem lem alus dina beungeut veneers, Ngahindarkeun fenomena kakurangan lem jeung lem garing. Billet diangkut ka mesin pre-pencét sareng saatos 50 menit pencét tiis gancang, papan inti didamel.
Perbaikan billet dewan mangrupikeun prosés tambahan sateuacan pencét panas. Pagawe ngalereskeun lapisan permukaan papan inti lapisan ku lapisan pikeun mastikeun beungeutna lemes jeung geulis.

Panas Mencét sareng Curing
Mesin pencét panas mangrupikeun salah sahiji alat anu paling penting dina prosés produksi lapis. Panas mencét sacara efektif tiasa nyingkahan masalah formasi gelembung sareng delaminasi lokal dina lapis. Saatos mencét panas, billet kedah langkung tiis sakitar 15 menit pikeun mastikeun struktur produk stabil, kakuatanna luhur, sareng nyingkahan deformasi warping. Prosés ieu disebut periode "curing".

Sawing, Scraping, sarta Sanding
Saatos periode curing, billet bakal dikirim ka mesin sawing pikeun dipotong kana spésifikasi sareng ukuran anu saluyu, paralel sareng rapih. Lajeng, beungeut dewan ieu scraped, garing, sarta sanded pikeun mastikeun smoothness sakabéh, tékstur jelas, sarta gloss alus permukaan dewan. Sajauh ieu, babak kahiji tina 14 prosés produksi prosés produksi triplek parantos réngsé.
Tilu kali pressings, tilu kali perbaikan, tilu kali sawings, sarta tilu kali sandings
Lapis kualitas luhur kedah ngaliwat sababaraha prosés polishing anu saé. Sanggeus amplas kahiji, triplek bakal ngalaman lapisan kadua, tiis mencét, perbaikan, panas mencét, sawing, scraping, drying, sanding, sarta spot scraping, jumlahna aya 9 prosés dina babak kadua.
Tungtungna, billet ieu pasted kalawan permukaan kai téhnologi exquisite tur geulis, permukaan mahoni, sarta unggal triplek ogé ngaliwatan katilu tiis mencét, perbaikan, panas mencét, scraping, Sanding, sawing, sarta séjén 9 prosés. Jumlahna aya "tilu pressings, tilu perbaikan, tilu sawings, tilu sandings" 32 prosés produksi, permukaan dewan anu datar, Sacara stuktur stabil, boga jumlah leutik deformasi, sarta geulis tur awét dihasilkeun.

Ngeusian, Asihan Produk Réngsé
Lapis kabentuk ieu inspected sarta dieusian sanggeus inspeksi ahir lajeng diurutkeun. Ngaliwatan uji ilmiah ketebalan, panjang, rubak, eusi Uap, sarta kualitas permukaan, sarta standar sejen, pikeun mastikeun yén unggal triplek dihasilkeun téh kualitas mumpuni tur stabil, jeung kinerja fisik jeung ngolah pangalusna.

Bungkusan jeung Panyimpenan
Sanggeus produk rengse dipilih, para pagawe ngabungkus lapis kana gudang pikeun nyegah panonpoé jeung hujan.

KAYU TONGLI
Pikeun naon triplek dipaké?
Plywood mangrupikeun jinis papan anu umum dianggo dina sagala rupa industri. Éta téh categorized kanatriplek biasajeungtriplek husus.
Mangpaat utama tinatriplek hususnyaéta kieu:
1.Grade hiji cocog pikeun hiasan arsitéktur tinggi-tungtung, pertengahan ka luhur-tungtung jati, sarta casings pikeun sagala rupa panerapan listrik.
2.Grade dua cocog pikeun jati, konstruksi umum, wahana, jeung hiasan kapal.
3.Grade tilu cocog pikeun renovations wangunan low-tungtung jeung bahan bungkusan. Kelas husus cocog pikeun hiasan arsitéktur high-end, jati high-end, jeung produk lianna kalayan sarat husus
Lapis biasadigolongkeun kana Kelas I, Kelas II, jeung Kelas III dumasar kana cacad bahan katempo jeung cacad ngolah dina triplek sanggeus diolah.
1.Class I lapis: Lapis Cuaca-tahan, nu awét sarta bisa tahan golak atawa perlakuan uap, cocog pikeun pamakéan outdoor.
2.Class II lapis: Lapis cai-tahan, nu bisa soaked dina cai tiis atawa subjected ka jangka pondok soaking cai panas, tapi teu cocog keur ngagolakkeun.
3.Class III lapis: Lapis-tahan Uap, sanggup withstanding jangka pondok cai tiis soaking, cocog pikeun pamakéan indoor.

waktos pos: Jul-08-2024






